您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://m.fwav.cn
地址:河北省泊頭市工業開發區
機床鑄件退火處理溫度及步驟介紹
作者:bthhjx1 發布時間:2021-04-28
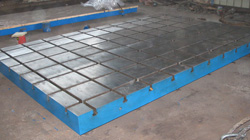
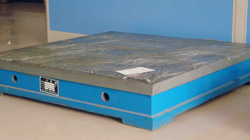
內容摘要:泊頭市輝宏機械鑄造廠生產各種機床的機床結構鑄件,模具采用一次性消失模具,消失模具有加工余量小、外觀光潔度高和尺寸修改靈活等特點。輝宏機械鑄造采用樹脂砂鑄造工藝
泊頭市輝宏機械鑄造廠生產各種機床的機床結構鑄件,模具采用一次性消失模具,消失模具有加工余量小、外觀光潔度高和尺寸修改靈活等特點。輝宏機械鑄造采用樹脂砂鑄造工藝,的了鑄件的加工面質量以及多面加工的質量要求。的內應力松弛,這種方法叫自然時效,機床鑄件可以采用以上兩種方法來鑄件內部的內應力。由于機床鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會產生效應力和組織應力。另外大型零件在機加工之后其內部也易殘存應力,所有這些內應力都。輝宏機械去除鑄件應力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可 鑄件內應力的90~,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄件強度和硬度降低。鑄件冷卻時,表層及薄截面處,往往產生白口。白口組織硬而脆、加工性能差、易剝落。因此采用退火(或正火)的方法白口組織。退火工藝為:加熱到550~950℃保溫2~5h,隨后爐冷到500~550℃再出爐空冷。在高溫保溫期間 ,游離滲碳體和共晶滲二次滲碳體和共析滲碳體也分解,發生石墨化過程。由于滲碳體提高機床床身鑄件的機械性能。有時正火也是球鐵表面淬火在組織上的準備、正 火分高溫正火和低溫正火。高溫正火溫度一般不超過950~980℃,低溫正火一般加熱到共折溫度區間820~860℃。正火之后一般還需進行回火處理,以正火時產生的內應力,以達到鑄件白口的高溫石漠化退火。