您好,歡迎登陸泊頭市輝宏機(jī)械制造有限公司網(wǎng)站,我們專業(yè)生產(chǎn)機(jī)床鑄件,鑄鐵T型槽平臺等產(chǎn)品,虔誠期待您的來電或來廠洽談!


控機(jī)床床身鑄件")
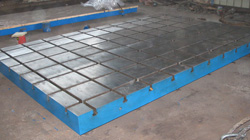
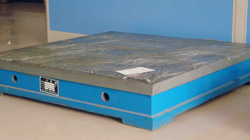
床工作臺鑄件")
床鑄件毛坯")

床床身鑄件")
床底座底腳鑄件")
 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯(lián)系人:18333767779(李女士)
15720412968(張女士)
網(wǎng)址:http://m.fwav.cn
地址:河北省泊頭市工業(yè)開發(fā)區(qū)
機(jī)床鑄件的可塑性的辦法和技術(shù)要求
作者:輝宏機(jī)械 發(fā)布時間:2015-05-12
內(nèi)容摘要:機(jī)床鑄件為了所需的可塑性、韌性和濕態(tài)強(qiáng)度,黏土濕型砂 含有適量水分。生產(chǎn)現(xiàn)場判斷型砂濕度有以下幾種方法
機(jī)床鑄件為了所需的可塑性、韌性和濕態(tài)強(qiáng)度,黏土濕型砂 含有適量水分。生產(chǎn)現(xiàn)場判斷型砂濕度有以下幾種方法:有豐富經(jīng)驗的混砂和造型工人常根據(jù)手捏型砂是否容易成團(tuán)和是否粘手來判斷型砂的干濕程度;床身鑄件還可根據(jù)捏緊動作中型砂是否柔軟和變形情況來判斷型砂的可塑性;根據(jù)手指掐碎砂團(tuán)時用力大小判斷型砂的濕強(qiáng)度是否合適。如果用手捏砂時,只有潮的感覺,不覺得沾手,且手感柔和,印在砂團(tuán)上的手指痕跡清晰,灰鐵鑄件那么這樣的型砂干濕度就比較合適。
機(jī)床鑄件為了提高機(jī)床的性和性,其材質(zhì)向、高剛度方向發(fā)展,國內(nèi)近年來一些新型機(jī)床用鑄鐵材料。具體如下。
①在較高的碳當(dāng)量,如≥3.5%時,通過提高廢鋼的比例,如達(dá)so%;提高鐵液的過熱溫度,如達(dá)1500℃;采用多元復(fù)合孕育劑,如含Ca、Mn、Bi的硅鐵,使鑄鐵的牌號達(dá)到HT350
②調(diào)整鑄鐵成分中的Si與c和Mn與Si的比值,在碳當(dāng)量為3.4%~3.8%時,將Si/C從o.4~o.5提高到o.7~o.8;Mn/Si從o.5~o.6提高到1.o~1適當(dāng)加入少量穩(wěn)定珠光體的元素如Cr、Cu和Sb、Sn等。
鑄造是人類掌握比較早的一種金屬熱加工工藝,已有約6000年的歷史,對于鑄件(機(jī)床鑄件,床身鑄件,機(jī)械鑄件,鑄鐵平臺鑄件)技術(shù)要求如下所述:
1、鑄件不允許有裂紋、欠鑄、疏松、氣泡和任何穿透性缺陷,澆口、飛邊、溢澆口、頂桿痕跡等應(yīng)清理干凈。
2、油漆表面應(yīng)光潔,無起層、氣泡、流掛現(xiàn)象等缺陷,漆膜粘附性符合要求
3、符合鹽霧試驗要求,
4、機(jī)械強(qiáng)度應(yīng)符合GB3883.1-2000第20條所規(guī)定的要求。
5、與其它相配合零件,配合處外形段差≤A。(A值根據(jù)不同產(chǎn)品部位決定)
6、未注圓角R1.0-2.5,未注壁厚為2.0-3.0。
7、未注脫模斜度
8、未注公差尺寸的允許偏差按GB/T6414-CT4。