您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://m.fwav.cn
地址:河北省泊頭市工業開發區
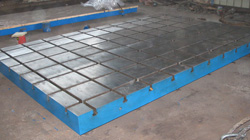
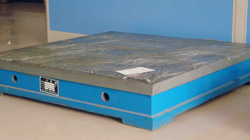
機床床身鑄件氣孔的形成
作者:bthhjx1 發布時間:2016-11-16
內容摘要:機床床身鑄件氣孔的形成
機床床身鑄件氣孔的形成
消失模型鑄造鑄件在中國已經流行起來,工藝也日漸成熟,在鑄造過程中也要盡量避免廢品的出現,鑄件的氣孔是怎么形成的,下面來介紹一下:
金屬液在凝固過程中,金屬中的氣泡在鑄件中形成孔洞,稱之為氣孔。它分侵入氣孔、裹攜氣孔、析出氣孔、內生反應氣孔、外生反應氣孔,氣孔的形成機理為復雜,與合金的凝固形式有很大的關系。
消失模鑄造的充型過程中,泡沫模型在熱輻射作用下,發生裂解、液化、氣化。其過程產生大量的小分子氣體和部分液體泡沫及少量灰份,隨著液態金屬前沿的推進而退讓,金屬液體逐層置換泡沫模具所占的空間。消失模鑄造的充型速度既受正壓影響,又受負壓的影響,而且負壓的引入大地提高了金屬液的充型能力和充型速度,所以消失模鑄造要用比較大的澆口杯及采用比較快的澆注速度,如果澆注過程中澆口杯未能充滿,空氣就隨金屬液進入,輕則氣孔夾渣,重則塌箱潰型。