電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://m.fwav.cn
地址:河北省泊頭市工業開發區
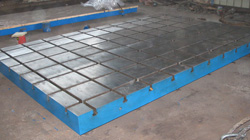
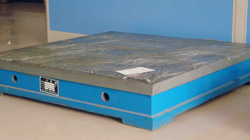
消失模鑄件含碳量過高的原因
消失模鑄件含碳量過高的原因
生產出來的消失模鑄件如果含碳量過高就會造成消失模表面皺皮,成為質量不合格的產品,提高了廢品率,因此我們要了解含碳量過高產生的原因,才能的采取防范措施。
1、鑄件的澆注條件設置不合理。如澆注充型的流程設置過長,造成澆注過程中澆注鋼液溫度低,特別是對鑄件壁厚增大位置,澆注鋼液的凝固速度慢,造成液相—固態停留時間較長,促使了鋼液與模樣熱分解產物的作用時間增長,加大了鑄鋼件的滲碳與積碳量。
2、鑄件的生產熔煉配料中碳含量未嚴格控制,特別是各種廢鋼中的含碳量和各種廢鋼中是否存在有其他合金成分的材料不明。
3、鑄件的澆注系統設置不合理。特別是抽真空系統與澆注砂箱或鑄件澆注工藝造型的配置不合理,造成鑄件在澆注過程中,澆注砂箱內的真空度不等、偏差過大,或實際真空度不足,而真空壓力表顯示又是符合技術參數要求的錯誤數值,使模樣的熱分解產物無法地排出澆注型腔,造成鑄件的滲碳或積碳。
4、鑄件的模樣材料選擇不合理。在鑄件白模模樣材料的選擇中,一是含碳量高;二是白模密度太高。這造成在澆注過程中的熱分解時含碳量高,鑄鋼件的滲碳機率增大。
5、在鑄件的澆注系統設置中澆注充型設計不合理。因在生產低碳鋼鑄鋼件時,鑄鋼件產品的含碳量低,如果鑄件的澆注充型方式設計不合理,則鑄造模樣熱分解產物中碳擴散到鑄件里去的機率增大,而造成滲碳、增碳現象的發生。
、鑄造模樣的涂料層及澆注砂箱中的型砂透氣性差。將造成鑄件在生產澆注過程中,模樣及模樣組合粘接劑遇到澆注鋼液進行模樣熱分解時的熱分解產物,不能排出澆注型腔,而創造出滲碳、積碳的不利工況與條件來。
7、白模粘接劑選擇不合理。一是對粘接劑的材料質量成分含量未做要求,采用了含碳量高的粘接劑;二是所選粘接劑的粘接能力差,造成白模組合粘接時的用膠量大;增大了澆注過程中粘接劑熱分解產物的含碳量,而增大了鑄鋼件的滲碳機率。
8、鑄件的澆注造型系統設置不合理。造成鑄件模樣在澆注時,一是模樣的氣化時間過長,二是鑄件澆注時的充型方式設置不合理,造成模樣的熱分解產物不能順利進入集渣腔或冒口中,延長了熱分解產物中液相和固相的接觸反應時間,從而增大了鑄件的滲碳機率。
9、鑄件的模樣組合粘接面多。模樣組合件質量差、組合面不光滑平整,造成模樣在組合粘接時用膠量增大,則其熱分解產物的含碳量。