電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://m.fwav.cn
地址:河北省泊頭市工業開發區
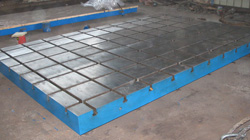
浙江周邊機床鑄件翻砂鑄造價格
泊頭輝宏機械制造廠生產機床鑄件,我廠擁有的技術力量,為客戶生產最的機床鑄件毛坯,我廠技術總工有十余年的鑄造經驗,總結了防止機床床身鑄件變形開裂的方法
(1)機床床身鑄件造型時填沙要均勻,對于中大型鑄件尤為重要,每層加砂要均勻,防止因砂不均勻,振實時個別部位緊 不均勻而造成泡沫型變形。
(2)不影響大型鑄件機械強度和性能使用的情況下,可適當調整鑄件的化學元素成份。
(3)澆注系統設計中,對于重量較大、體積較大的鑄件可開設兩個以上的直澆道,使金屬液能平穩進入鑄型內。
(4)鑄件澆注后,不要過早的打箱,在箱內應有足夠的保溫時間,對于中大型鑄件尤為重要。
(5)檢驗模型結構情況,在易變型和開裂的地方,放置拉筋和加強筋板;在不影響鑄件幾何尺寸和性能要求的情況下,可增大過渡處的圓角尺寸。對于某些細長比例較大的鑄件,如機床床身、平板、平臺等特別是有導軌的機床件,導軌熱節較大,其他部位又較薄,易產生撓度變形,為此應采取反撓度,來抵消鑄件凝固時產生的撓度變形。
消失模鑄造的澆注過程是鋼液充型,同時泡塑模具汽化消失的過程。整個過程中需要注意的是:
(1)澆道自始至終要沖滿鋼液,如若不滿,由于涂料層強度有限,很容易發生型砂塌陷以及進氣現象,造成鑄件缺陷。
(2)澆筑鋼液時要把握住,做到穩、準、快。瞬時充滿澆口杯,并做到不斷流,噸鋼液在大約一分鐘左右。如果同箱鑄件的鋼液斷流會吸進空氣,有可能引起塌砂現象或者鑄件增多氣孔的問題,導致鑄件報廢。
(3)消失模鑄造采用負壓封閉式,而且是在澆口杯以下封閉。鋼液進入模塑模具,其開始液化燃燒,并氣化消失,鋼液前端短距離形成暫時的空腔,所以設計鋼液充型的速度和泡塑模型消失的速度大致相同。為防止鋼液高溫輻射熔化同箱其它模型,澆道適當離鑄件模型遠一點。立澆道的位置選擇整箱鑄件位置。澆注時注意調節和控制負壓真空度在范圍內,澆注完畢后保持在負壓狀態下一段時間,負壓停止、鋼液冷凝后出箱。

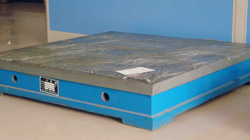
我廠以鑄造大、中型HT250、HT300(單件20噸/件以下)高牌號灰鐵鑄件、球墨鑄件為主。來一直從事大型機床床身鑄件、立柱、橫梁、工作臺、底座、機床拖板、非標機床鑄件、異型鑄鐵件、數控機床結構鑄件、數控龍門鏜銑床結構鑄件、龍門加工中心結構鑄件、落地鏜床結構鑄件、立式車床結構鑄件、磨床結構鑄件、特種機床結構鑄件、數控專機鑄件、平衡機底座、鑄鐵底座、電機試驗平臺、測功機試驗平臺、檢驗平臺、劃線平臺、裝配平臺、T型槽平臺、焊接平臺等。鑄鐵彎板、 檢驗方箱、直角板、工字平尺等相關機床方面的所有鑄件產品。

下一篇:沒有了