您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://m.fwav.cn
地址:河北省泊頭市工業開發區
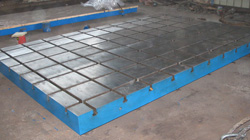
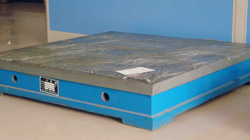
機床鑄件澆鑄造成的鑄造缺陷分析之氣孔
作者:輝宏機械 發布時間:2020-06-09
內容摘要:篩狀氣孔:比較均勻地分地分布于鑄件的整個或大部分斷面上皮下氣孔:離鑄件表面1~3mm處出現密布的細小冬孔用外觀檢查, 機械加工, 拋丸清理或磁力探傷可發現。
氣孔:篩狀氣孔:比較均勻地分地分布于鑄件的整個或大部分斷面上皮下氣孔:離機床鑄件表面1~3mm處出現密布的細小冬孔用外觀檢查, 機械加工, 拋丸清理或磁力探傷可發現。
產生原因:當鐵液中,氣體含量較多,并且澆注溫度過低,析出的氣體來不及上浮和逸出鑄件時產生1.爐料本身氣體含量高,或銹蝕嚴重, 表面油脂物多2.皮下針孔主要是由氫氣造成。硅可減少氧在鑄鐵中的含量,卻可增加氫含量, 故高硅鑄鐵易出現氫氣孔。 爐料中含有鋁或氧化物鋁時,也易產針孔3.鐵液包不干4.孕育劑不干。
防止方法:1.爐料應進行妥善管理。 對銹蝕嚴重或表面油脂物多的爐料 要經過清理或處理后,方可使用2.對本身氣含量高的爐料, 應經重熔后,方可使用3.爐前可加入適量的稀土,以便去氣。4.控制合適的鐵液出爐溫度及澆注溫度5.爐缸、 爐和鐵液包均需烘6.澆注時, 要避免斷流7. 孕育劑應充分預熱8.澆注時, 點火引氣。