您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://m.fwav.cn
地址:河北省泊頭市工業開發區
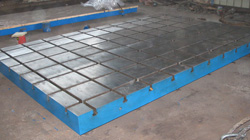
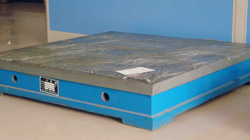
防止機床床身鑄件變形開裂的方法
作者:bthhjx1 發布時間:2016-10-13
內容摘要:防止機床床身鑄件變形開裂的方法
(1)機床床身鑄件造型時填沙要均勻,對于中大型鑄件尤為重要,每層加砂要均勻,防止因砂不均勻,振實時個別部位緊 不均勻而造成泡沫型變形。
(2)不影響大型鑄件機械強度和性能使用的情況下,可適當調整鑄件的化學元素成份。
(3)澆注系統設計中,對于重量較大、體積較大的鑄件可開設兩個以上的直澆道,使金屬液能平穩進入鑄型內。
(4)鑄件澆注后,不要過早的打箱,在箱內應有足夠的保溫時間,對于中大型鑄件尤為重要。
(5)檢驗模型結構情況,在易變型和開裂的地方,放置拉筋和加強筋板;在不影響鑄件幾何尺寸和性能要求的情況下,可增大過渡處的圓角尺寸。對于某些細長比例較大的鑄件,如機床床身、平板、平臺等特別是有導軌的機床件,導軌熱節較大,其他部位又較薄,易產生撓度變形,為此應采取反撓度,來抵消鑄件凝固時產生的撓度變形。