您好,歡迎登陸泊頭市輝宏機械制造有限公司網(wǎng)站,我們專業(yè)生產(chǎn)機床鑄件,鑄鐵T型槽平臺等產(chǎn)品,虔誠期待您的來電或來廠洽談!


控機床床身鑄件")





 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯(lián)系人:18333767779(李女士)
15720412968(張女士)
網(wǎng)址:http://m.fwav.cn
地址:河北省泊頭市工業(yè)開發(fā)區(qū)
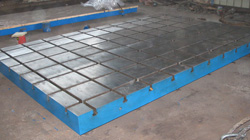
機床鑄件鑄造缺陷修補膠的修補效果
作者:bthhjx1 發(fā)布時間:2016-08-01
內(nèi)容摘要:現(xiàn)在企業(yè)中使用的填補劑種類繁多,質(zhì)量也相差甚遠,本文僅以能滿足鑄造質(zhì)量標準要求的填補劑的實驗結(jié)果為依據(jù)(選用奧可牌鑄造缺陷修補膠中的AK01-2及AK01-2B兩種型號)。 2.1、施膠前
現(xiàn)在企業(yè)中使用的填補劑種類繁多,質(zhì)量也相差甚遠,本文僅以能滿足鑄造質(zhì)量標準要求的填補劑的實驗結(jié)果為依據(jù)(選用奧可牌鑄造缺陷修補膠中的AK01-2及AK01-2B兩種型號)。
2.1、施膠前的表面處理:
未經(jīng)過加工的HT250試塊兩個(100X100X50)表面有¢2-¢10mm的氣孔、砂眼若干;經(jīng)過加工的HT250試塊兩個 (100X100X50),表面粗糙度為3.2,有¢2-¢10mm的氣孔砂眼若干。 先用電動工具或鏟削工具去除砂子及氧化皮,再用丙酮清潔表面。
2.2、調(diào)膠及涂膠:
未加工表面的缺陷填補,應(yīng)選用非加工表面缺陷修補膠(AK01-2),按2:1的重量或體積比例分別取A膠2份,B膠1份,充分混合均勻(按一個方向攪拌)用調(diào)膠刀或硬橡膠將膠用力刮平,注意孔洞內(nèi)空氣的排除,所調(diào)膠體應(yīng)在30-40分鐘內(nèi)用完;加工面的缺陷填補,應(yīng)選擇加工面缺陷修補膠 (AK01-2B)按說明書上的規(guī)定比例,將A、B膠體調(diào)均,在涂膠過程中,應(yīng)注意與表面平整及基準面的保護。
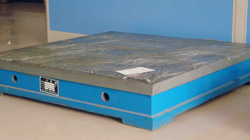
2.3、效果檢測與分析:
12小時后,將未加工的試塊進行拋丸處理,未見脫落、表面狀態(tài)及顏色與基準面接近;12小時后將加工過的試塊重新進行車削及銑削,未見脫落、顏色與加工表面接近。
2.4、結(jié)論:
所試驗?zāi)z種可以滿足噴丸、噴砂、車、銑、铇、磨不脫落的要求,既可以滿足性能方面的修補要求;顏色與基體面接近,不能滿足嚴格的色差要求,膠體屬非金屬,需客戶的認可,但修補成本低,使用方便,,也已逐步成為一種廣泛的修補方法。