您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://m.fwav.cn
地址:河北省泊頭市工業開發區
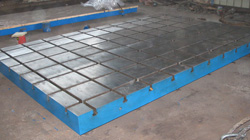
機床鑄件修復處理辦法
作者:bthhjx1 發布時間:2016-07-05
內容摘要:通過對幾種傳統焊補工藝在機床鑄件缺陷處的修補結果,分析機床鑄件結果不佳的原因。通過對鑄造缺陷修補機在機床鑄件的結果的,確定一種確實可行的在機床鑄件上修
通過對幾種傳統焊補工藝在機床鑄件缺陷處的修補結果,分析機床鑄件結果不佳的原因。通過對鑄造缺陷修補機在機床鑄件的結果的,確定一種確實可行的在機床鑄件上的及其工藝。
1、傳統焊補工藝的焊補結果及分析
材質HT200,導軌缺陷處面積S<1000mm2,h<8mm。熱處理狀態:3件未進行表面淬火,1件已表面淬火。用鎳基焊粉 F103,電弧焊用鑄鐵焊條:Z308、Z248。2.1.2噴焊設備,電弧焊設備,鎳基焊粉 F103(C≤0.158.0
1.1噴焊
按噴焊工藝執行,將導軌面預熱至150℃以上,完成初步焊粉的噴涂后,將噴涂面加熱至900℃-1200℃以上,使焊粉熔化后形成平整面。由于預熱及加熱時間長,工件受熱面積較大,熱應力較大,比電弧焊 容易產生裂紋,同時線收縮產生裂紋傾向 大。由于裂紋傾向受噴焊時間、噴層厚度等因素影響,缺陷大小受到限制,而且焊補的缺陷需清理干凈,由于噴粉中含Fe量比例較高,形成的噴層較電弧焊與母材的顏色 相近。但因具有量的Ni,所以無法與母材顏色 接近,焊補后可以進行機械加工。
1.2電弧焊
用鑄鐵焊條Z248進行焊補,焊補工藝分兩種, 種:焊前預熱至550℃-650℃,焊補后保溫5-8小時; 種:工件焊前不預熱,焊后保溫 3-4小時。兩種方法均易出現裂紋、硬點,焊補后不容易進行機械加工。焊條價格便宜。用鎳基鑄鐵焊條Z308焊條焊補,焊層與焊層之間應停頓冷卻至60℃ 以下,焊補區少氣孔、裂紋產生,機械加工性良好,結合、無脫落現象,由于機床導軌加工后吸油及焊條吹力的影響,易產生咬邊、形成“焊補痕跡”,焊補區顏色與母材有很大區別,而且焊條價格昂貴。
1.3結果分析
傳統的噴焊、電弧焊工藝,焊補后易產生裂紋,工件易受熱變形,容易出現二次氣孔,焊補處金屬顏色與母材差異大是其共同的特點,這也是傳統焊補工藝不能解決機床導軌缺陷的根本原因。
2、鑄造缺陷修補膠的修補效果及分析:
現在企業中使用的填補劑種類繁多,質量也相差甚遠,本文僅以能滿足鑄造質量標準要求的填補劑的實驗結果為依據(選用奧可牌鑄造缺陷修補膠中的AK01-2及AK01-2B兩種型號)。
2.1、施膠前的表面處理:
未經過加工的HT250試塊兩個(100X100X50)表面有¢2-¢10mm的氣孔、砂眼若干;經過加工的HT250試塊兩個 (100X100X50),表面粗糙度為3.2,有¢2-¢10mm的氣孔砂眼若干。 先用電動工具或鏟削工具去除砂子及氧化皮,再用丙酮清潔表面。
2.2、調膠及涂膠:
未加工表面的缺陷填補,應選用非加工表面缺陷修補膠(AK01-2),按2:1的重量或體積比例分別取A膠2份,B膠1份,充分混合均勻(按一個方向攪拌)用調膠刀或硬橡膠將膠用力刮平,注意孔洞內空氣的排除,所調膠體應在30-40分鐘內用完;加工面的缺陷填補,應選擇加工面缺陷修補膠 (AK01-2B)按說明書上的規定比例,將A、B膠體調均,在涂膠過程中,應注意與表面平整及基準面的保護。
2.3、效果檢測與分析:
12小時后,將未加工的試塊進行拋丸處理,未見脫落、表面狀態及顏色與基準面接近;12小時后將加工過的試塊重新進行車削及銑削,未見脫落、顏色與加工表面接近。
2.4、結論:
所試驗膠種可以滿足噴丸、噴砂、車、銑、铇、磨不脫落的要求,既可以滿足性能方面的修補要求;顏色與基體面接近,不能滿足嚴格的色差要求,膠體屬非金屬,需客戶的認可,但修補成本低,使用方便,,也已逐步成為一種廣泛的修補方法。
3、鑄造缺陷修補機的焊補效果及分析:
3.1試棒的制作與分析
準備一根Φ30mm×200mm的試棒,材質為HT250,表面粗糙度為Ra0.8,在表面鉆4-5個Φ5mm深3-4mm的孔,用AKZQB- 2000C型鑄造缺陷修補機進行焊補,補材選用0.8#、厚度為0.25mm的金屬片及厚度為0.4mm的HT250鐵屑。焊補處未見明顯分界線、過渡區域微小、焊補點附近未見碳化物析出、焊補處金屬組織致密,未見裂紋的產生。焊補點附近及整個試棒常溫,焊補點金屬顏色與母材相同,補材為0.8#的焊補點比母材 致密,補材為同材質的焊補點與母材致密度相同,金相組織分析:無裂紋、周邊金相組織未改變、無內應力,未出現硬化、軟化現象。
3.2導軌缺陷的焊補效果及分析
材質:HT200;熱處理狀態:表面淬火2件,硬度50—56HRC;未進行表面淬火2件,硬度170-230HB,缺陷Φ1-Φ6mm;深 3-4mm缺陷數個。AKZQB-2000C型鑄造缺陷修補機,補材為0.8#、Φ0.8mm的金屬絲及HT200材質的鐵屑。
焊補效果及分析:宏觀檢測,焊補點金屬顏色與母材相同,無咬邊、無燒痕,焊補點附近及整個制件常溫。用30倍放大鏡及硬度計現場檢測焊補情況,結果顯示:無明顯分界線,焊補點金屬致密、無裂紋、無砂眼,0.8#補材焊補點硬度180-220HB,HT200補材焊補點硬度210-240HB,未淬火導軌面焊補點附近,硬度HB160-210。淬火導軌焊補點附近硬度51-56HRC,未見退火、軟化現象,經探傷劑檢測合格。可以進行機械加工,焊補處金屬顏色與母材相同,滿足加工面缺陷的品質檢測要求。