電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://m.fwav.cn
地址:河北省泊頭市工業開發區
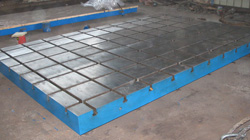
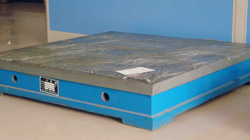
機床鑄件鑄造的材質特點
機床鑄件鑄造的材質特點是:機床鑄件尺寸較大,長可達數米;質量可達10t以上,壁厚在15~30mm。其要求為:具有良好的精度穩定性和減震性,較高的彈性模量,適宜的抗壓強度,適中的硬度以及優異的性;在工藝上要求良好的鑄造性能,具有較高抗變形能力,且易于切削加工,并要求較低的生產成本,如可用沖天爐進行熔煉,采用較少量的合金元素等。
機床鑄件要滿足上述要求,其顯微組織應為珠光體組織,加上長度小于250tim且分布均勻的A型石墨,還要求有數量的二元磷共晶。
我國灰鐵鑄造一般采用HT250和HT300孕育鑄鐵件作為材質。為了提高機床的使用年限,廣泛使用各種合金鑄鐵,如P-Cu-Ti鑄鐵、Cr-Mo-Cu鑄鐵以及V-Ti鑄鐵等。
機床鑄件為了提高機床的性和性,其材質向、高剛度方向發展,國內近年來一些新型機床用鑄鐵材料。具體如下。
1、在較高的碳當量,如≥3.5%時,通過提高廢鋼的比例,如達so%;提高鐵液的過熱溫度,如達1500℃;采用多元復合孕育劑,如含Ca、Mn、Bi的硅鐵,使鑄鐵的牌號達到HT350
2、調整鑄鐵成分中的Si與c和Mn與Si的比值,在碳當量為3.4%~3.8%時,將Si/C從o.4~o.5提高到o.7~o.8;Mn/Si從o.5~o.6提高到1.o~1適當加入少量穩定珠光體的元素如Cr、Cu和Sb、Sn等。
為機床鑄件質量、提高生產率以及做到 生產,澆注時應嚴格遵守下列操作要領:
1、澆包、澆注工具、爐前處理用的孕育劑、球化劑等使用前 充分烘干,烘干后才能使用。
2、澆注人員 按要求穿好工作服,并配戴防護眼鏡,工作場地應通暢無阻。澆包內的金屬液不宜過滿,以免在輸送和澆注時溢出傷人。
3、正確選擇澆注速度,即開始時應緩慢澆注,便于對準澆口,減少熔融金屬對砂型的沖擊和利于氣體排出;隨后澆注,以防止冷隔;快要澆滿前又應緩慢澆注,即遵循慢、快、慢的原則。
4、對于液態收縮和凝固收縮比較大的機床鑄件,如中、大型鑄件,澆注后要及時從澆口或冒口補澆。
5、澆注時應及時將鑄型中冒出的氣體點燃順氣,以免由于鑄型憋氣而產生氣孔,以及由于氣體的不燃燒而損害人體健康和污染空氣。