控機(jī)床床身鑄件")
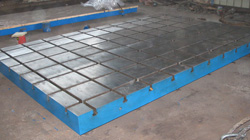
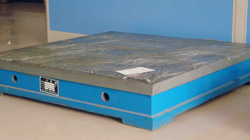
床工作臺(tái)鑄件")
床鑄件毛坯")

床床身鑄件")
床底座底腳鑄件")
 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯(lián)系人:18333767779(李女士)
15720412968(張女士)
網(wǎng)址:http://m.fwav.cn
地址:河北省泊頭市工業(yè)開發(fā)區(qū)
灰鐵鑄件造型到澆注工序介紹
機(jī)床鑄件從造型填砂開始到鐵水澆注完畢是一個(gè)漫長(zhǎng)且復(fù)雜、需要工人耐心仔細(xì)生產(chǎn)的過程,每一個(gè)生產(chǎn)環(huán)節(jié)都 要求工人認(rèn)真的完成,型砂、涂料、造型、合箱、澆注、開箱,下面介紹一下鑄件的生產(chǎn)工序流程:
1.型砂
1)機(jī)床鑄件型砂抗壓強(qiáng)度2.8—3.2MPa;表面穩(wěn)定性≥90%,型砂可使用時(shí)間5-10分鐘。
2)需測(cè)定樹脂、固化劑以及砂的流量(作好現(xiàn)場(chǎng)記錄)。配比準(zhǔn)確后才可造型、制芯。
2.機(jī)床鑄件涂料
1)起模2小時(shí)后上 次涂料.,涂料前需吹掃砂型、坭芯上的浮砂。
2)采用鋯英粉醇基涂料,濃度適當(dāng),涂刷2-3遍。
3)涂刷均勻,氣眼、字板處防止涂料堆積。
3.機(jī)床鑄件造型、制芯
1)樹脂,固化劑加入混砂機(jī)料捅時(shí) 10分鐘,待其沉淀;氣體逸出后才可開機(jī)工作。
2)造型、制芯之前按圖紙檢查模型、冒口、冷鐵、出氣棒、澆注陶管等是否符合要求。
3)混砂機(jī)停機(jī)后、開機(jī)前 丟掉頭砂、尾砂。
4)造型、制芯時(shí),開機(jī)放砂前 將冒口、冷鐵;出氣棒;芯骨、澆注陶管等準(zhǔn)確排放。模型表面,冷鐵、活塊,出氣棒根部的型砂 拍緊實(shí),模型、冒口深凹處的型砂要搗緊實(shí),上述操作 在型砂可使用時(shí)間內(nèi)完成。
5)每節(jié)澆注陶管 準(zhǔn)確對(duì)接,避免陶管之間的型砂被鋼水沖刷到型腔中。(可用膠帶紙將各陶管連接,作好造型前的準(zhǔn)備工作)
6)砂型,坭芯的氣眼通暢。
4.機(jī)床鑄件配模、合箱
1)砂型,坭芯需用噴燈烘烤。
2)坭芯落入下箱中,需檢查壁厚是否均勻。上箱的出氣孔 通暢。型腔內(nèi)尖角砂、澆注陶管內(nèi)的浮砂等夾雜物吹掃干凈。
3)合箱后檢查型內(nèi)是否有錯(cuò)邊,夾雜物等,明冒口覆蓋報(bào)紙防止落入雜物。用尼龍管引導(dǎo)坭芯中的氣體到砂箱外面。
5.機(jī)床鑄件熔煉
1)熔煉過程中鋼水需充分除氣、除渣。
6.機(jī)床鑄件澆注
1)用漏包澆注,澆注前鋼包烘烤時(shí)間大于1.5小時(shí),烘烤至深紅色。(溫度約800℃)
2)鋼水倒入澆包后,在包內(nèi)3-5分鐘,才可澆注。
3)金屬液不可滴漏、斷流,對(duì)準(zhǔn)澆口快澆暢流,快滿時(shí)放慢速度。澆滿后在澆口壓澆1-2次。明冒口可回沖1-2次。
7.機(jī)床鑄件松箱、開箱.
1)松箱時(shí)間:澆注4小時(shí)后即可松箱。
2)開箱時(shí)間:澆注12小時(shí)后即可開箱。