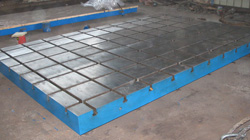
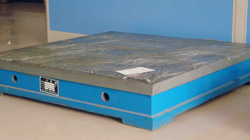
您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://m.fwav.cn
地址:河北省泊頭市工業開發區
影響鑄件精度的因素
作者:bthhjx1 發布時間:2016-05-24
內容摘要:1、鑄件結構的工藝性: A、撥模斜度過小,會引起鑄件在脫模時變形或拉傷。 B、鑄件剛度差,在頂出鑄件時會引起變形。 C、鑄件上有小而薄的深腔,造成模具型芯的剛度不足,在壓鑄
1、鑄件結構的工藝性:
A、撥模斜度過小,會引起鑄件在脫模時變形或拉傷。
B、鑄件剛度差,在頂出鑄件時會引起變形。
C、鑄件上有小而薄的深腔,造成模具型芯的剛度不足,在壓鑄時會產生變形。
2、模具方面:
A、合模時,分型面的不平行度誤差及清理不凈等原因,往往在鑄件上形成毛邊,而影響從分型面起止或跨越分型面的尺寸。
B、模具的剛度。金屬壓射時,在模具型腔內各方向產生相等的單位壓力,支承板和側型芯鎖塊剛度不足,會產生后退現象,使鑄件精度降低。
C、成型部分的尺寸精度,定模和動模之間定位的準確性。
D、成型部分的鑲塊固定方法及牢固性。
E、頂出鑄件時,其作用部位是鑄件的某一整修表面時,因頂桿的變動會造成尺寸精度的降低。
F、模具工作溫度的差異,成型部分各部位溫度不均衡而引起的熱膨脹的差異。
3、壓鑄機方面:
A、動、定模安裝板的不平度及相互間的不平行度。
B、動模拖板導滑的準確性。
C、機器合型力不夠,壓鑄時不能其準確的合模位置。
4、壓鑄工藝因素的影響:
A、壓鑄比壓的大小,影響鑄件的致密程度。
B、涂料的厚度及均勻性。
C、模具分型面及活動部位的清理是否干凈。
5、合金冷凝時的收縮
A、包住型芯的徑向尺寸收縮量小,軸向尺寸收縮量大。
B、薄壁鑄件比厚壁鑄件收縮量小。
C、鑄件形狀復雜、型芯多的較形狀簡單,型芯少的收縮量小。
D、持壓時間長、脫模慢的收縮量小反之則大。
E、澆注溫度和模具溫度低,收縮量小,反之則大。