您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://m.fwav.cn
地址:河北省泊頭市工業開發區
消失模鑄件塌箱缺陷產生的原因分析
作者:bthhjx1 發布時間:2016-04-27
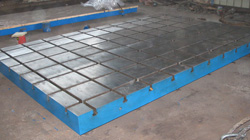
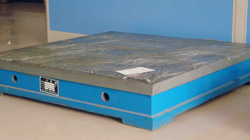
內容摘要:消失模鑄造中,塌箱缺陷是一類較為常見的消失模鑄件缺陷,該缺陷往往發生在大件(大平臺件 突出)或者是內腔封閉、半封閉件的生產中,從整個消失模鑄造流程角度來看,該缺陷
消失模鑄造中,塌箱缺陷是一類較為常見的消失模鑄件缺陷,該缺陷往往發生在大件(大平臺件 突出)或者是內腔封閉、半封閉件的生產中,從整個消失模鑄造流程角度來看,該缺陷一般多發生在澆注或者凝固環節。
塌箱缺陷有時也被稱為塌型缺陷或者鑄型潰散,隨著消失模鑄造工藝應用的日趨成熟,有關塌箱缺陷的產生原因和防治辦法已經有了相對詳盡的結果,結果證實,塌箱缺陷的產生原因并非單方面的,下面就塌箱缺陷的產生原因做出以下總結:
a.在澆注過程中,消失模模樣分解產生的氣體量太多且急,鑄型排氣速度趕不上,加上真空泵吸氣不足,容易導致鑄型潰散、坍塌;
b.金屬液“閃流”是造成塌型缺陷產生的原因之一,所謂金屬液“閃流”就是在澆注中,部分已經流入填充消失模模樣位置的金屬液在受到外界作用的情況下改流到其他部位,使得原來置換出來的位置無金屬液或者金屬充填占據。該類問題多發生在頂注、鑄件存在大平面、一型多模樣這幾種情況;
c.如果金屬液的浮力過大,會使鑄型上部型砂容易變形,可能導致局部潰散;一般情況下,鑄型頂部吃砂量小,負壓度不夠,可能造成鑄件成型不良,甚至不能成型;
d.涂料的耐火度、高溫強度不夠,容易產生消失模鑄件塌箱缺陷。消失模模樣在澆注過程中有緩沖金屬液充型和降溫的作用,同時可減弱金屬液沖刷鑄型。當金屬液置換消失模模樣而充型腔后,干砂主要就依靠涂料涂層支撐,當涂層強度不夠或者耐火度不夠時,局部鑄型會發生潰散、坍塌,特別是大件內澆道上方容易發生坍塌。
以上為消失模鑄件塌箱缺陷產生的各種原因,生產中企業可以參考上述原因并結合自身相關操作分析出消失模鑄件塌箱缺陷產生的原因,并及時做出調整工作。