您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://m.fwav.cn
地址:河北省泊頭市工業開發區
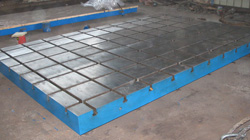
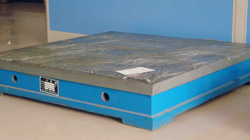
機床鑄件因壁薄產生斷裂的原因及解決措施
作者:bthhjx1 發布時間:2016-10-12
內容摘要:機床鑄件因壁薄產生斷裂的原因及解決措施
因經濟環境的影響,有些機床廠為了節省機床生產成本,把機床的整體結構簡單化,設計的壁厚也有所減少,就使機床鑄件在生產過程因為鑄件薄厚太薄而產生斷裂的情況,預防鑄件在生產過程中因壁薄產生斷裂的措施總結有以下五點:
1、機床鑄件薄壁件由于激冷作用比較強或者說凝固速度比較快,因此在化學成分上可以降低一個牌號(或者說在配料上盡量提高碳當量)也能達到使用性能。
2、裂紋的產生是由于鑄件在凝固的過程中產生應力,因此鑄件在加工之前 好進行人工時效處理來應力。
3、鑄件出現裂紋有冷裂(裂紋斷口比較平直,沒有被氧化,組織很清晰)和熱裂(裂紋斷口比較曲折,斷口被氧化),因此還要看化學成分中的磷和硫是否超標。磷高易出現冷裂,硫高易出現熱裂。
4、增大灰鐵鑄件交接部位的圓角。
5、鑄件增加拉筋, 后一道工序再把拉筋。